محصولات ما تایید شده توسط CE، GS، D، N، S، NF، ETL، VDE، RoHS، REACH، PAHS و غیره
Sales Process
· When a salesperson receives an XP15-D Cable Reel order from a customer, they submit it to the planning department for price review.
· The order handler then inputs the electrical cable reel quantity, price, packaging method, and delivery date into the ERP system. The sales order is reviewed by various departments such as production, supply, and sales before being issued to the production department by the system.
· The production planner creates the main production plan and material requirements plan based on the sales order and passes this information to the workshop and procurement department.
· The procurement department supplies materials like iron reels, iron frames, copper parts, plastic, and packaging materials as required by the plan, and the workshop arranges production.
فرآیند تولید
After receiving the production plan, the workshop instructs the material handler to collect materials and schedules the production line. The main production steps for XP15-D Cable Reel include injection molding, plug wire processing, cable reel assembly, and packaging into storage.
Injection Molding
Using injection molding machines to process PP material into industrial cable reel panels and iron frame handles.
Plug Wire Processing
Wire Stripping
Using wire stripping machines to remove the sheath and insulation from the wires to expose the copper wires for connection.
Riveting
Using a riveting machine to crimp the stripped wires with German-style plug cores.
Injection Molding Plug
Inserting the crimped cores into molds for injection molding to form the plugs.
مونتاژ حلقه کابل
نصب قرقره
دستگیره چرخان XP31 را روی صفحه آهنی قرقره XP15 با یک واشر گرد و پیچهای خودکار ثابت کنید، سپس صفحه آهن قرقره را روی قرقره XP15 مونتاژ کرده و با پیچ سفت کنید.
نصب قاب آهنی
قرقره آهنی را روی قاب آهنی XP06 مونتاژ کنید و آن را با اتصالات قرقره محکم کنید.
مونتاژ پنل
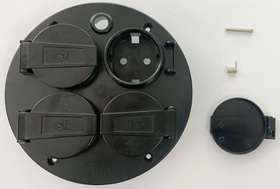
جلو: مونتاژ پوشش ضد آب، فنر و شفت روی پانل به سبک آلمانی.
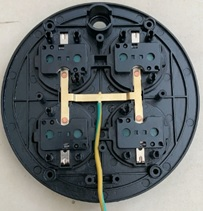
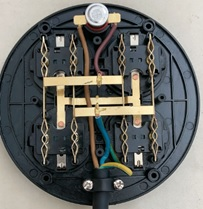
پشت: مجموعه اتصال زمین، قطعات ایمنی، سوئیچ کنترل دما، درپوش ضد آب و مجموعه رسانا را در پانل به سبک آلمانی نصب کنید، سپس پوشش پشتی را با پیچ بپوشانید و محکم کنید.
نصب پنل
نصب نوارهای آب بندی روی قرقره XP15، نصب پانل D به سبک آلمانی روی قرقره XP15 با پیچ، و محکم کردن دوشاخه سیم برق روی قرقره آهنی با بست کابل.
سیم پیچی کابل
با استفاده از دستگاه سیم پیچ اتوماتیک کابل ها به طور یکنواخت کابل ها را روی قرقره بپیچید.
بسته بندی و ذخیره سازی
پس از بازرسی حلقه کابل جمع شونده صنعتی، کارگاه محصولات را بسته بندی می کند که شامل برچسب زدن، بسته بندی، دستورالعمل قرار دادن و جعبه بندی می شود، سپس جعبه ها را پالت می کند. بازرسان کیفیت بررسی میکنند که مدل محصول، کمیت، برچسبها و علامتهای کارتن قبل از ذخیرهسازی الزامات را برآورده میکنند.
فرآیند بازرسی
بازرسی حلقه کابل داخلی همزمان با تولید انجام می شود، از جمله بازرسی اولیه قطعه، بازرسی در حین فرآیند، و بازرسی خودکار حلقه سیم کشی نهایی.
بازرسی اولیه قطعه
اولین حلقه کابل برق هر دسته از نظر ظاهر و عملکرد بازرسی می شود تا عوامل موثر بر کیفیت را زود شناسایی کرده و از نقص انبوه یا ضایعات جلوگیری کند.
بازرسی در فرآیند
موارد و معیارهای کلیدی بازرسی شامل:
· طول سیم کشی: باید با الزامات فرآیند تولید مطابقت داشته باشد.
· نصب قرقره کوچک: در هر فرآیند تولید.
· پرچین و جوشکاری: قطبیت صحیح، بدون سیم شل، باید در برابر نیروی کشش 1N مقاومت کند.
· نصب پانل و مونتاژ قرقره: در هر فرآیند تولید.
· بررسی مونتاژ: بر اساس الزامات فرآیند تولید.
· تست ولتاژ بالا: 2 کیلو ولت، 10 میلی آمپر، 1 ثانیه، بدون خرابی.
· بررسی ظاهر: در هر فرآیند تولید.
· تست سقوط: بدون آسیب از سقوط 1 متری.
· عملکرد کنترل دما: آزمون را قبول کنید.
· بررسی بسته بندی: نیازهای مشتری را برآورده کنید.
بازرسی نهایی قرقره XP15
موارد و معیارهای کلیدی بازرسی شامل:
· تحمل ولتاژ: 2KV/10mA برای 1 ثانیه بدون سوسو زدن یا خرابی.
· مقاومت عایق: 500VDC برای 1 ثانیه، نه کمتر از 2MΩ.
· پیوستگی: قطبیت صحیح (L قهوه ای، N آبی، زرد-سبز برای زمین).
· تناسب: سفتی مناسب دوشاخه ها در پریزها، ورق های محافظ در جای خود.
· ابعاد دوشاخه: بر اساس نقشه ها و استانداردهای مربوطه.
· سیم کشی: طبق الزامات سفارش.
· اتصالات ترمینال: نوع، ابعاد، عملکرد طبق سفارش یا استانداردها.
· کنترل دما: تست های مدل و عملکرد قبول می شوند.
· برچسب ها: کامل، شفاف، بادوام، مطابق با نیازهای مشتری یا مربوطه.
· چاپ بسته بندی: روشن، صحیح، نیازهای مشتری را برآورده می کند.
· ظاهر: سطح صاف، بدون نقص بر استفاده.
بسته بندی و ذخیره سازی
پس از بازرسی نهایی، کارگاه قرقره های بند ناف صنعتی را مطابق با نیاز مشتری بسته بندی می کند، آنها را برچسب گذاری می کند، کارت های کاغذی را قرار می دهد و آنها را جعبه می کند، سپس جعبه ها را پالت می کند. بازرسان کیفیت مدل محصول، کمیت، برچسب ها و علامت گذاری کارتن را قبل از ذخیره سازی بررسی می کنند.
حمل و نقل فروش و خدمات پس از فروش
حمل و نقل فروش
بخش فروش با مشتریان هماهنگ می کند تا تاریخ تحویل نهایی را تأیید کند و اخطاریه تحویل را در سیستم OA پر می کند و حمل و نقل کانتینری را با یک شرکت باربری ترتیب می دهد. مدیر انبار شماره سفارش، مدل محصول و مقدار ارسال را در اعلامیه تحویل تأیید میکند و مراحل خروجی را پردازش میکند. برای محصولات صادراتی، شرکت حمل و نقل آنها را برای بارگیری روی کانتینرها به بندر نینگبو حمل می کند و حمل و نقل دریایی توسط مشتری انجام می شود. برای فروش داخلی، شرکت تدارکات را ترتیب می دهد تا محصولات را به مکان مشخص شده توسط مشتری تحویل دهد.
خدمات پس از فروش
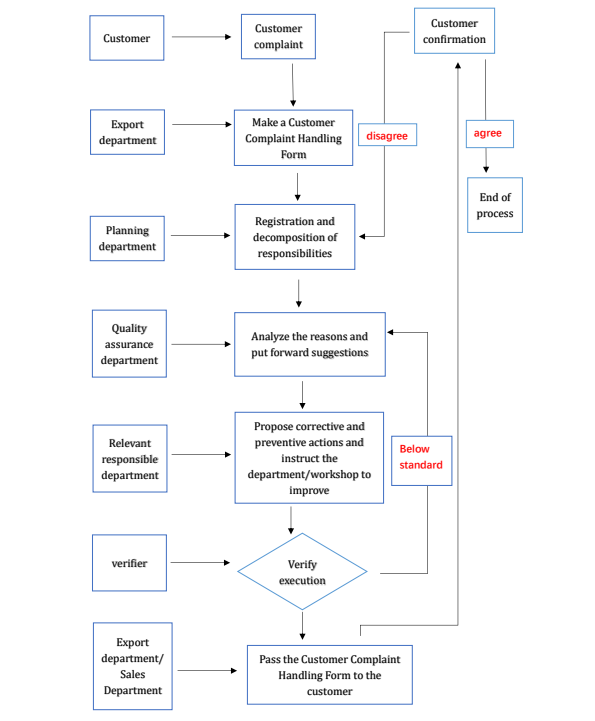
در صورت نارضایتی مشتری به دلیل مشکلات مربوط به کمیت، کیفیت یا بسته بندی سیم کشی صنعتی، شکایات را می توان از طریق بازخورد کتبی یا تلفنی با بخش هایی که شکایت مشتری و مراحل رسیدگی به بازگشت را دنبال می کنند، مطرح کرد.
فرآیند شکایت مشتری:
فروشنده شکایت را ثبت می کند که توسط مدیر فروش بررسی می شود و برای تایید به بخش برنامه ریزی ارسال می شود. بخش تضمین کیفیت علت را تجزیه و تحلیل می کند و اقدامات اصلاحی را پیشنهاد می کند. بخش مربوطه اقدامات اصلاحی را اجرا می کند و نتایج تأیید شده و به مشتری ارسال می شود.
فرآیند بازگشت مشتری:
اگر مقدار مرجوعی ≤0.3% محموله باشد، پرسنل تحویل محصولات را برمی گردانند و فروشنده فرم رسیدگی به بازگشت را پر می کند که توسط مدیر فروش تایید شده و توسط بخش تضمین کیفیت آنالیز می شود. اگر مقدار مرجوعی بیش از 0.3% از محموله باشد یا به دلیل لغو سفارش باعث انباشت انبار شود، فرم تأیید بازگشت انبوه پر شده و توسط مدیر کل تأیید می شود.