Shuangyang Group は、研究開発、生産、販売を統合するハイテク企業です。同社では徹底した管理体制をとっており、営業担当者が顧客からED1~2の注文を受けた後、複数の部門が連携して受注生産を完了する必要がある。
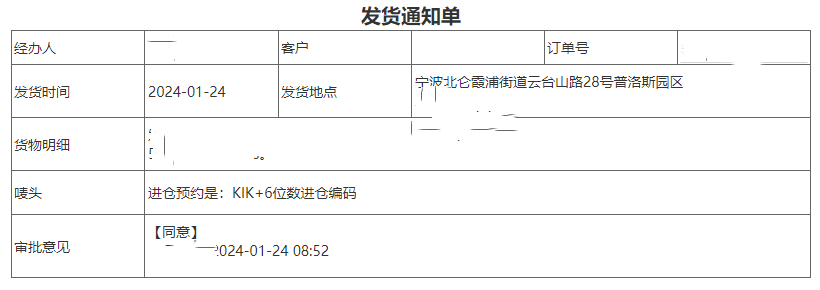
価格の見直しを行い、マーチャンダイザーは商品の数量、価格、梱包方法、納期などの情報をERPシステムに入力します。
複数の部品の審査を通過した後、システムにより生産部門に送られます。
生産部門のプランナーは、受注に基づいてマスター生産計画と資材所要量計画を作成し、それらを生産工場と購買部門に渡します。
計画された要件に従って銅部品、電子部品、パッケージングなどを供給し、ワークショップでの生産を手配します。
内容は注文と一致している
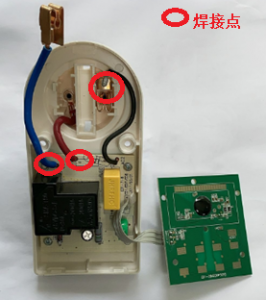
仮想溶接または欠落溶接がない
収縮、破片、バリ、バリなどがない
内部に破片はなく、ぼやけた重なり合ったイメージが表示され、ストロークは完全です
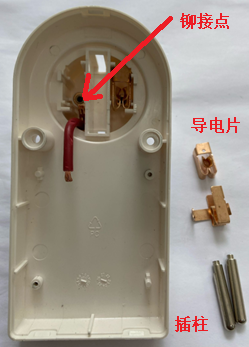
単一の挿入ポストは開いたまま挿入することができず、柔軟にリセットできます。
押すと、すべてのデータが正常にクリアされ、システムのデフォルト設定から計時が開始されます。
キーは緩んだりひび割れたりせず、弾力性があり、キーの組み合わせは柔軟で効果的です。
ソケットの抜き差しは10回、アース金具間の距離は28~29mm、ソケットの抜き差し力は最小2N、最大54N
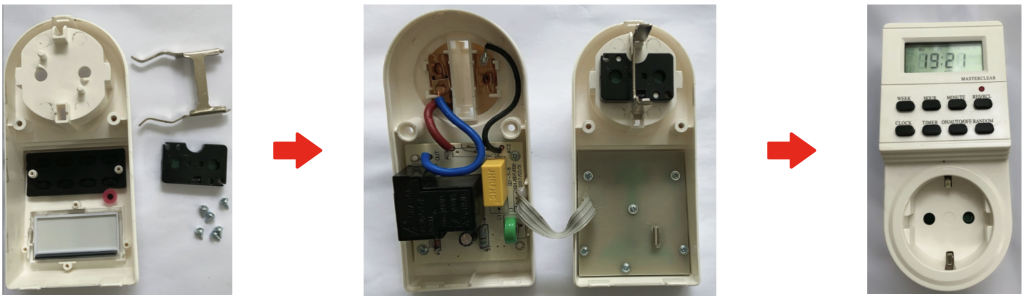
製品をテストベンチに置き、電源を入れ、出力表示灯を接続します。オンとオフが明確でなければなりません。 「ON」の場合は出力あり、「OFF」の場合は出力しません。
タイマースイッチを8セット設定し、1分間隔で切り替え動作を行います。タイマーは設定要件に応じて動作を切り替えることができます
活電本体、接地端子、およびシェルは、フラッシュオーバーや故障なしに 3300V/50HZ/2S に耐えることができます。
20時間の動作後、移動時間誤差は±1分を超えません。
共有: