
Shuangyang Group — высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи. Компания имеет полную систему управления, поэтому после того, как продавец компании получит заказ клиента ED1-2, нескольким отделам необходимо сотрудничать для завершения производства заказа.
Отдел планирования
Проведите анализ цен, и мерчандайзер введет количество товара, цену, способ упаковки, дату доставки и другую информацию в ERP-систему.
Обзорный отдел
После прохождения проверки нескольких деталей система отправляет их в производственный отдел.
Производственный отдел
Планировщик производственного отдела разрабатывает генеральный план производства и план потребности в материалах на основе заказа на продажу и передает их в производственный цех и отдел закупок.
Отдел закупок
Поставка медных деталей, электронных компонентов, упаковки и т. д. в соответствии с плановыми потребностями и организация производства в цехе.
Производственный процесс

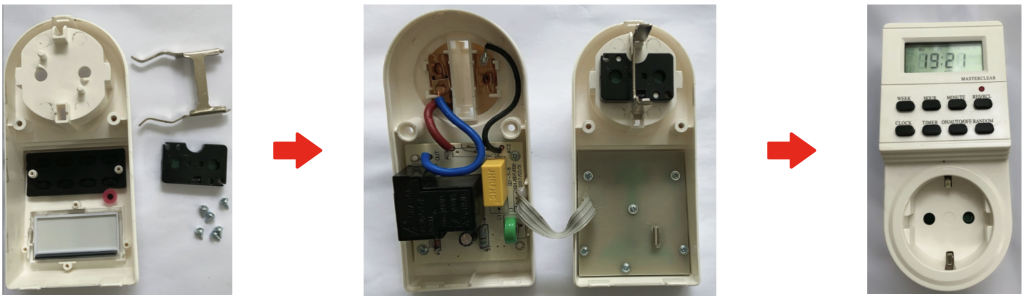
Процесс проверки
Первая проверка изделия
Инспекция
Модель продукта
Содержание соответствует заказу.
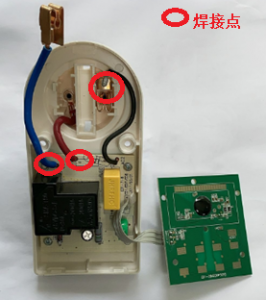
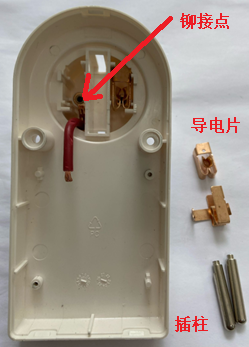
Точки сварки
Нет виртуальной сварки или отсутствует сварка
Экстерьер
Без усадки, мусора, заусенцев, заусенцев и т. д.
ЖК-экран
Внутри нет мусора, изображения размыты, перекрывающиеся изображения, штрихи завершены.
Защитная пленка
Одиночный вставной штифт не может быть вставлен открытым и может быть гибко переустановлен.
Кнопка сброса
При нажатии все данные могут быть удалены в обычном режиме, а отсчет времени начинается с настроек системы по умолчанию.
Функциональные клавиши
Клавиши не болтаются и не трескаются, они эластичны, а комбинации клавиш гибкие и эффективные.
Сила введения и извлечения
Розетка вставляется и выключается 10 раз, расстояние между заземляющими скобами составляет 28-29 мм, а усилие на включение и выдергивание розетки составляет минимум 2 Н и максимум 54 Н.
Проверка готовой продукции
Выходная производительность
Поместите изделие на испытательный стенд, включите питание и подключите индикатор выходного сигнала. Он должен быть четко включен и выключен. Выход есть, когда «ВКЛ.», и нет выхода, когда «ВЫКЛ».
Функция синхронизации
Установите 8 наборов таймеров с интервалом переключения в 1 минуту. Таймер может выполнять действия по переключению в соответствии с требованиями настройки.
Электрическая прочность
Корпус под напряжением, клемма заземления и корпус выдерживают напряжение 3300 В/50 Гц/2 с без перекрытия или поломки.
Функция сброса
При нажатии все данные могут быть удалены в обычном режиме, а отсчет времени начинается с настроек системы по умолчанию.
Функция времени в пути
После 20 часов работы погрешность времени в пути не превышает ±1мин.

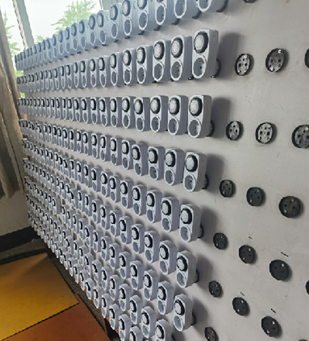
Упаковка и хранение
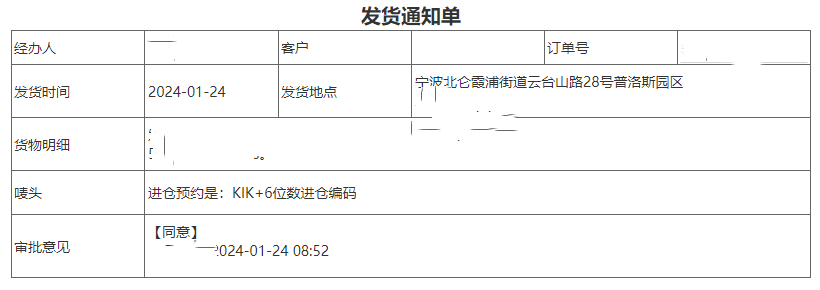
Продажи, доставка и сервис
Послепродажное обслуживание
Экспортная продукция, такая как недельные механические таймеры, транспортируется транспортно-экспедиторской компанией на терминал порта Нинбо для складирования в ожидании загрузки контейнера. Наземная транспортировка продукции осуществляется, а морская транспортировка является ответственностью заказчика.
Первая проверка изделия
Упаковка и хранение
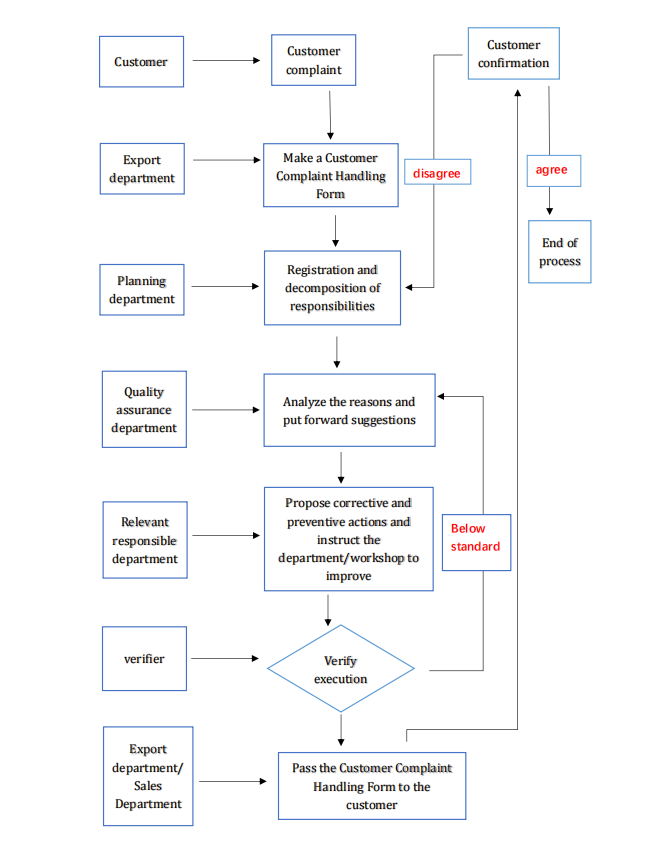
После подтверждения отделом планирования отдел обеспечения качества проанализирует причины и внесет предложения. Отдел планирования распределяет обязанности на основе анализа причин и предложений и передает их соответствующим отделам. Руководители соответствующих ответственных отделов предлагают корректирующие и предупреждающие меры и дают указания своим отделам/мастерским по улучшению ситуации.
Сотрудники по проверке проверяют статус реализации и передают информацию в отдел планирования, а отдел планирования передает оригинал «Формы рассмотрения жалоб клиентов» в отдел импорта и экспорта и отдел продаж. Отдел экспорта и отдел продаж сообщат клиентам о результатах обработки.