
Shuangyang Group என்பது R&D, உற்பத்தி மற்றும் விற்பனையை ஒருங்கிணைக்கும் உயர் தொழில்நுட்ப நிறுவனமாகும். நிறுவனம் ஒரு முழுமையான நிர்வாக அமைப்பைக் கொண்டுள்ளது, எனவே நிறுவனத்தின் விற்பனை எழுத்தர் வாடிக்கையாளரின் ED1-2 ஆர்டரைப் பெற்ற பிறகு, ஆர்டர் தயாரிப்பை முடிக்க பல துறைகள் ஒத்துழைக்க வேண்டும்.
திட்டமிடல் துறை
விலை மதிப்பாய்வு நடத்தவும், மேலும் வணிகர் தயாரிப்பு அளவு, விலை, பேக்கேஜிங் முறை, விநியோக தேதி மற்றும் பிற தகவல்களை ஈஆர்பி அமைப்பில் உள்ளிடுவார்
ஆய்வு துறை
பல பகுதிகளின் மதிப்பாய்வில் தேர்ச்சி பெற்ற பிறகு, அது கணினி மூலம் உற்பத்தித் துறைக்கு அனுப்பப்படும்.
உற்பத்தி துறை
உற்பத்தித் துறை திட்டமிடுபவர் விற்பனை வரிசையின் அடிப்படையில் முதன்மை உற்பத்தித் திட்டம் மற்றும் பொருள் தேவைகள் திட்டத்தை உருவாக்கி, அவற்றை உற்பத்திப் பட்டறை மற்றும் கொள்முதல் துறைக்கு அனுப்புகிறார்.
கொள்முதல் துறை
திட்டமிடப்பட்ட தேவைகளுக்கு ஏற்ப செப்பு பாகங்கள், மின்னணு பாகங்கள், பேக்கேஜிங் போன்றவற்றை வழங்கவும், பட்டறையில் உற்பத்தியை ஏற்பாடு செய்யவும்.
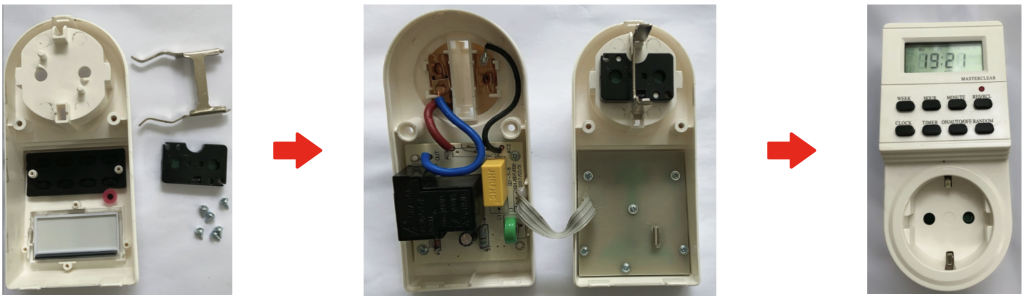
உற்பத்தி செயல்முறை

ஆய்வு செயல்முறை
முதல் கட்டுரை ஆய்வு
ஆய்வு
தயாரிப்பு மாதிரி
உள்ளடக்கம் வரிசையுடன் ஒத்துப்போகிறது
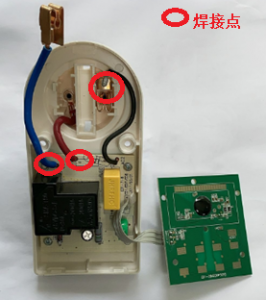
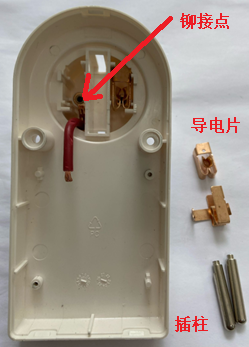
வெல்டிங் புள்ளிகள்
மெய்நிகர் வெல்டிங் அல்லது விடுபட்ட வெல்டிங் இல்லை
வெளிப்புறம்
சுருக்கம், குப்பைகள், ஃபிளாஷ், பர்ஸ் போன்றவை இல்லை
எல்சிடி திரை
உள்ளே குப்பைகள் எதுவும் இல்லை, இது மங்கலான ஒன்றுடன் ஒன்று படங்களைக் காட்டுகிறது, மேலும் பக்கவாதம் முடிந்தது
பாதுகாப்பு படம்
ஒற்றை செருகும் இடுகையை திறந்த நிலையில் செருக முடியாது மற்றும் நெகிழ்வான முறையில் மீட்டமைக்க முடியும்
மீட்டமை பொத்தான்
அழுத்தும் போது, எல்லா தரவையும் சாதாரணமாக அழிக்க முடியும் மற்றும் கணினி இயல்புநிலை அமைப்புகளில் இருந்து நேரம் தொடங்குகிறது
செயல்பாட்டு விசைகள்
விசைகள் தளர்வானதாகவோ அல்லது விரிசல் உடையதாகவோ இல்லை மற்றும் மீள் தன்மை கொண்டவை, மேலும் முக்கிய சேர்க்கைகள் நெகிழ்வானதாகவும் பயனுள்ளதாகவும் இருக்கும்
செருகும் மற்றும் பிரித்தெடுக்கும் சக்தி
சாக்கெட் 10 முறை செருகப்பட்டு துண்டிக்கப்பட்டது, கிரவுண்டிங் அடைப்புக்குறிகளுக்கு இடையே உள்ள தூரம் 28-29 மிமீ ஆகும், மேலும் சாக்கெட்டின் பிளக்-இன் மற்றும் புல்-அவுட் விசை குறைந்தபட்சம் 2N மற்றும் அதிகபட்சம் 54N ஆகும்.
முடிக்கப்பட்ட தயாரிப்பு ஆய்வு
வெளியீட்டு செயல்திறன்
சோதனை பெஞ்சில் தயாரிப்பை வைக்கவும், சக்தியை இயக்கவும் மற்றும் வெளியீட்டு காட்டி ஒளியை செருகவும். இது தெளிவாக ஆன் மற்றும் ஆஃப் இருக்க வேண்டும். "ஆன்" ஆகும் போது வெளியீடு உள்ளது மற்றும் "ஆஃப்" ஆகும் போது வெளியீடு இல்லை.
நேர செயல்பாடு
8 செட் டைமர் சுவிட்சுகளை அமைக்கவும், 1 நிமிட இடைவெளியில் செயல்களை மாற்றவும். டைமர் அமைப்பு தேவைகளுக்கு ஏற்ப மாறுதல் செயல்களை செய்யலாம்
மின்சார வலிமை
நேரடி உடல், தரை முனையம் மற்றும் ஷெல் ஆகியவை ஃப்ளாஷ்ஓவர் அல்லது முறிவு இல்லாமல் 3300V/50HZ/2S தாங்கும்
செயல்பாட்டை மீட்டமைக்கவும்
அழுத்தும் போது, எல்லா தரவையும் சாதாரணமாக அழிக்க முடியும் மற்றும் கணினி இயல்புநிலை அமைப்புகளில் இருந்து நேரம் தொடங்குகிறது
பயண நேர செயல்பாடு
20 மணிநேர செயல்பாட்டிற்குப் பிறகு, பயண நேரப் பிழை ±1 நிமிடத்திற்கு மேல் இல்லை

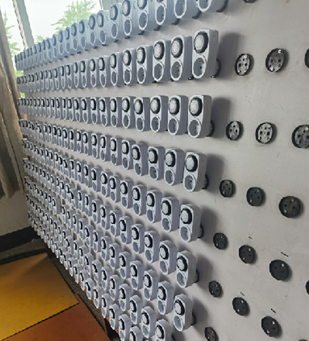
பேக்கேஜிங் மற்றும் சேமிப்பு
விற்பனை, விநியோகம் மற்றும் சேவை
விற்பனைக்குப் பிந்தைய சேவை
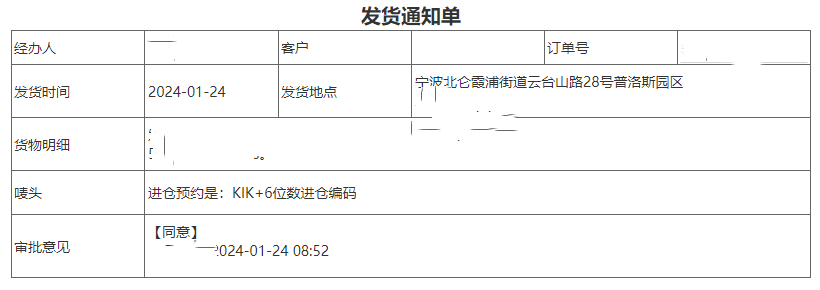
ஒரு வார மெக்கானிக்கல் டைமர்கள் போன்ற ஏற்றுமதி பொருட்கள் சரக்கு அனுப்பும் நிறுவனத்தால் கிடங்கிற்காக நிங்போ போர்ட் டெர்மினலுக்கு கொண்டு செல்லப்படுகின்றன, கொள்கலன் ஏற்றுதலுக்காக காத்திருக்கிறது. தயாரிப்புகளின் தரைவழி போக்குவரத்து முடிந்தது, மேலும் கடல் போக்குவரத்து வாடிக்கையாளரின் பொறுப்பாகும்.
முதல் கட்டுரை ஆய்வு
பேக்கேஜிங் மற்றும் சேமிப்பு
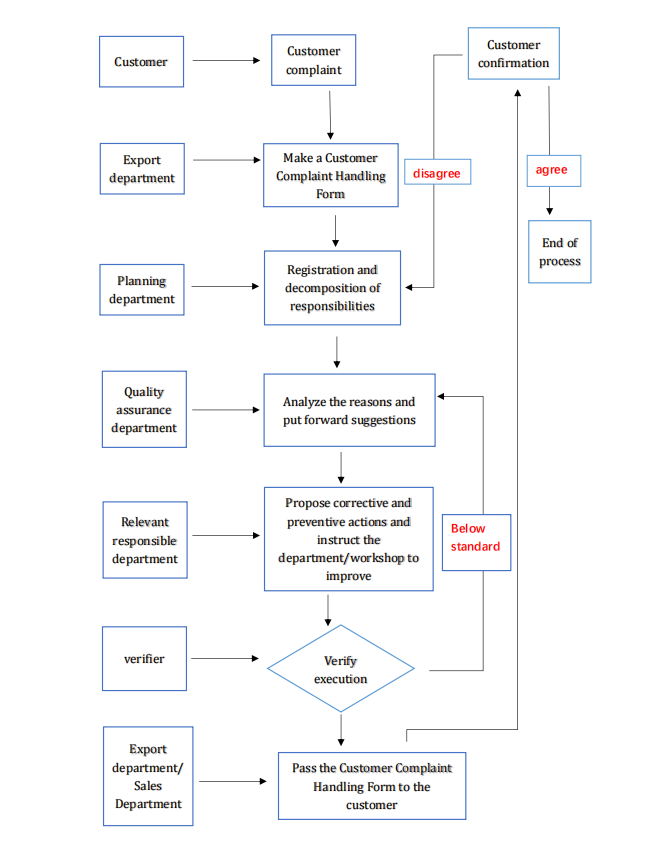
திட்டமிடல் துறை உறுதிப்படுத்திய பிறகு, தரக் காப்பீட்டுத் துறை காரணங்களை ஆராய்ந்து பரிந்துரைகளை வழங்கும். திட்டமிடல் துறையானது காரண பகுப்பாய்வு மற்றும் பரிந்துரைகளின் அடிப்படையில் பொறுப்புகளை சிதைத்து, அவற்றை சம்பந்தப்பட்ட துறைகளுக்கு அனுப்புகிறது. சம்பந்தப்பட்ட பொறுப்புள்ள துறைகளின் தலைவர்கள், திருத்தம் மற்றும் தடுப்பு நடவடிக்கைகளை முன்மொழிகிறார்கள் மற்றும் அவர்களின் துறைகள்/பணிமனைகளை மேம்படுத்த அறிவுறுத்துகிறார்கள்.
சரிபார்ப்புப் பணியாளர்கள் செயலாக்க நிலையைச் சரிபார்த்து, திட்டமிடல் துறைக்குத் தகவலைப் பின்னூட்டமிடுகின்றனர், மேலும் திட்டமிடல் துறையானது அசல் “வாடிக்கையாளர் புகார்களைக் கையாளும் படிவத்தை” இறக்குமதி மற்றும் ஏற்றுமதி துறை மற்றும் விற்பனைத் துறைக்கு அனுப்புகிறது. ஏற்றுமதித் துறையும் விற்பனைத் துறையும் வாடிக்கையாளர்களுக்கு செயலாக்க முடிவுகளைப் பின்னூட்டமிடும்.