
Satış Süreci
· Bir satış elemanı müşteriden XP15-D Kablo Makarası siparişi aldığında bunu fiyat incelemesi için planlama departmanına gönderir.
· Sipariş sorumlusu daha sonra elektrik kablosu makarası miktarını, fiyatını, paketleme yöntemini ve teslimat tarihini ERP sistemine girer. Satış siparişi sistem tarafından üretim departmanına gönderilmeden önce üretim, tedarik, satış gibi çeşitli departmanlar tarafından incelenir.
· Üretim planlayıcısı, satış siparişine göre ana üretim planını ve malzeme ihtiyaç planını oluşturur ve bu bilgiyi atölyeye ve satın alma departmanına iletir.
· Satınalma departmanı planın gerektirdiği şekilde demir makara, demir çerçeve, bakır parçalar, plastik ve ambalaj malzemeleri gibi malzemeleri tedarik eder ve atölye üretimi düzenler.
· Sipariş sorumlusu daha sonra elektrik kablosu makarası miktarını, fiyatını, paketleme yöntemini ve teslimat tarihini ERP sistemine girer. Satış siparişi sistem tarafından üretim departmanına gönderilmeden önce üretim, tedarik, satış gibi çeşitli departmanlar tarafından incelenir.
· Üretim planlayıcısı, satış siparişine göre ana üretim planını ve malzeme ihtiyaç planını oluşturur ve bu bilgiyi atölyeye ve satın alma departmanına iletir.
· Satınalma departmanı planın gerektirdiği şekilde demir makara, demir çerçeve, bakır parçalar, plastik ve ambalaj malzemeleri gibi malzemeleri tedarik eder ve atölye üretimi düzenler.
Üretim Süreci
Üretim planını aldıktan sonra atölye, malzeme sorumlusuna malzemeleri toplaması talimatını verir ve üretim hattını planlar. XP15-D Kablo Makarasının ana üretim adımları arasında enjeksiyonlu kalıplama, fiş teli işleme, kablo makarası montajı ve depolamaya paketleme yer alır.
Enjeksiyon Kalıplama
PP malzemeyi endüstriyel kablo makarası panellerine ve demir çerçeve kulplarına dönüştürmek için enjeksiyonlu kalıplama makinelerinin kullanılması.

Fiş Tel İşleme
Tel Sıyırma
Bakır kabloları bağlantı için açığa çıkarmak amacıyla kabloların kılıfını ve yalıtımını çıkarmak için kablo sıyırma makinelerinin kullanılması.

Riveting
Soyulmuş telleri Alman tarzı fiş göbekleriyle kıvırmak için bir perçinleme makinesi kullanmak.

Enjeksiyon Kalıplama Fişi
Tıkaçları oluşturmak için kıvrımlı göbeklerin enjeksiyonlu kalıplama için kalıplara yerleştirilmesi.

Kablo Makarası Düzeneği
Makara Kurulumu
XP31 döner kolunun yuvarlak bir pul ve kendinden kılavuzlu vidalarla XP15 makara demir plakasına sabitlenmesi, ardından makara demir plakasını XP15 makarasına monte etme ve vidalarla sıkma.


Demir Çerçeve Montajı
Demir makaranın XP06 demir çerçevesine monte edilmesi ve makara bağlantı parçalarıyla sabitlenmesi.


Panel Montajı
Ön: Su geçirmez kapağın, yayın ve şaftın Alman tarzı panele montajı.
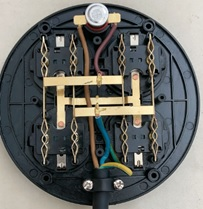
Arka: Topraklama aksamının, güvenlik parçalarının, sıcaklık kontrol anahtarının, su geçirmez kapağın ve iletken aksamın Alman tarzı panele takılması, ardından arka kapağın kapatılıp vidalarla sabitlenmesi.
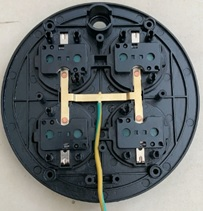

Panel Kurulumu
XP15 makarasına sızdırmazlık şeritlerinin takılması, Alman tarzı panel D'nin XP15 makarasına vidalarla sabitlenmesi ve güç kablosu fişinin demir makaraya kablo kelepçeleriyle sabitlenmesi.


Kablo Sarma
Kabloları makaraya eşit şekilde sarmak için otomatik kablo sarma makinesi kullanmak.

Paketleme ve Depolama
Endüstriyel geri çekilebilir kablo makarası incelemesinin ardından atölye, etiketleme, torbalama, yerleştirme talimatları ve kutulamayı içeren ürünleri paketler ve ardından kutuları paletler. Kalite müfettişleri, depolamadan önce ürün modelinin, miktarının, etiketlerinin ve karton işaretlerinin gereksinimleri karşıladığını doğrular.
Muayene Süreci
İç Mekan Kablo Makarası denetimi, ilk parça denetimi, süreç içi denetim ve son uzatma kablosu otomatik makara denetimi de dahil olmak üzere üretimle eş zamanlı olarak gerçekleştirilir.
İlk Parça Denetimi
Her partinin ilk elektrik kablosu makarası, kaliteyi etkileyen faktörleri erken tespit etmek ve toplu kusurları veya hurdayı önlemek amacıyla görünüm ve performans açısından incelenir.
Proses İçi Denetim
Temel denetim öğeleri ve kriterleri şunları içerir::
· Tel sıyırma uzunluğu: üretim süreci gereksinimlerine uygun olmalıdır.
· Küçük makara kurulumu: üretim süreci başına.
· Perçinleme ve kaynaklama: doğru polarite, gevşek kablo olmamalıdır, 1N çekme kuvvetine dayanmalıdır.
· Panel kurulumu ve makara montajı: üretim sürecine göre.
· Montaj kontrolü: üretim süreci gereksinimlerine göre.
· Yüksek voltaj testi: 2KV, 10mA, 1s, arıza yok.
· Görünüm kontrolü: üretim süreci başına.
· Düşme testi: 1 metreden düşmede hasar yok.
· Sıcaklık kontrol fonksiyonu: testi geçin.
· Ambalaj kontrolü: müşteri gereksinimlerini karşılayın.
· Tel sıyırma uzunluğu: üretim süreci gereksinimlerine uygun olmalıdır.
· Küçük makara kurulumu: üretim süreci başına.
· Perçinleme ve kaynaklama: doğru polarite, gevşek kablo olmamalıdır, 1N çekme kuvvetine dayanmalıdır.
· Panel kurulumu ve makara montajı: üretim sürecine göre.
· Montaj kontrolü: üretim süreci gereksinimlerine göre.
· Yüksek voltaj testi: 2KV, 10mA, 1s, arıza yok.
· Görünüm kontrolü: üretim süreci başına.
· Düşme testi: 1 metreden düşmede hasar yok.
· Sıcaklık kontrol fonksiyonu: testi geçin.
· Ambalaj kontrolü: müşteri gereksinimlerini karşılayın.
Son XP15 makara denetimi
Temel denetim öğeleri ve kriterleri şunları içerir::
· Dayanım voltajı: 1 saniye boyunca titreme veya bozulma olmadan 2KV/10mA.
· Yalıtım direnci: 1 saniye için 500VDC, 2MΩ'dan az değil.
· Süreklilik: doğru polarite (topraklama için L kahverengi, N mavi, sarı-yeşil).
· Yerleştirme: Fişlerin prizlere uygun şekilde sıkıştırılması, koruma levhalarının yerinde olması.
· Fiş boyutları: çizimlere ve ilgili standartlara göre.
· Tel sıyırma: sipariş gereksinimlerine göre.
· Terminal bağlantıları: tip, boyutlar, siparişe veya standartlara göre performans.
· Sıcaklık kontrolü: model ve fonksiyon testleri başarılıdır.
· Etiketler: eksiksiz, açık, dayanıklı, müşteri veya ilgili gereksinimleri karşılar.
· Ambalaj baskısı: açık, doğru, müşteri gereksinimlerini karşılayın.
· Görünüm: Pürüzsüz yüzey, kullanımı etkileyen kusurlar yok.
· Dayanım voltajı: 1 saniye boyunca titreme veya bozulma olmadan 2KV/10mA.
· Yalıtım direnci: 1 saniye için 500VDC, 2MΩ'dan az değil.
· Süreklilik: doğru polarite (topraklama için L kahverengi, N mavi, sarı-yeşil).
· Yerleştirme: Fişlerin prizlere uygun şekilde sıkıştırılması, koruma levhalarının yerinde olması.
· Fiş boyutları: çizimlere ve ilgili standartlara göre.
· Tel sıyırma: sipariş gereksinimlerine göre.
· Terminal bağlantıları: tip, boyutlar, siparişe veya standartlara göre performans.
· Sıcaklık kontrolü: model ve fonksiyon testleri başarılıdır.
· Etiketler: eksiksiz, açık, dayanıklı, müşteri veya ilgili gereksinimleri karşılar.
· Ambalaj baskısı: açık, doğru, müşteri gereksinimlerini karşılayın.
· Görünüm: Pürüzsüz yüzey, kullanımı etkileyen kusurlar yok.
Paketleme ve Depolama
Son incelemenin ardından atölye, endüstriyel kablo makaralarını müşteri isteğine göre paketliyor, etiketliyor, kağıt kartları yerleştirip kutuluyor ve ardından kutuları paletliyor. Kalite müfettişleri depolamadan önce ürün modelini, miktarını, etiketlerini ve karton işaretlerini doğrular.
Satış Sevkiyat ve Satış Sonrası
Satış Gönderisi
Satış departmanı, nihai teslimat tarihini onaylamak için müşterilerle koordineli çalışır ve OA sisteminde bir teslimat bildirimi doldurarak bir nakliye şirketiyle konteyner taşımacılığını ayarlar. Depo yöneticisi teslimat bildirimindeki sipariş numarasını, ürün modelini ve sevkiyat miktarını doğrular ve çıkış prosedürlerini işler. İhraç ürünleri için nakliye şirketi, deniz taşımacılığı müşteri tarafından gerçekleştirilerek konteynerlere yüklenmek üzere bunları Ningbo limanına taşıyor. Yurt içi satışlarda şirket, ürünleri müşterinin belirlediği yere teslim etmek için lojistik düzenlemeleri yapıyor.
Satış Sonrası Hizmet
Endüstriyel uzatma kablosu makarası miktarı, kalitesi veya ambalajlama sorunları nedeniyle müşteri memnuniyetsizliği durumunda, yazılı veya telefonla geri bildirim yoluyla şikayetler yapılabilmekte, müşteri şikayeti ve iade işlemleri prosedürlerini takip eden departmanlara ulaşılabilmektedir.
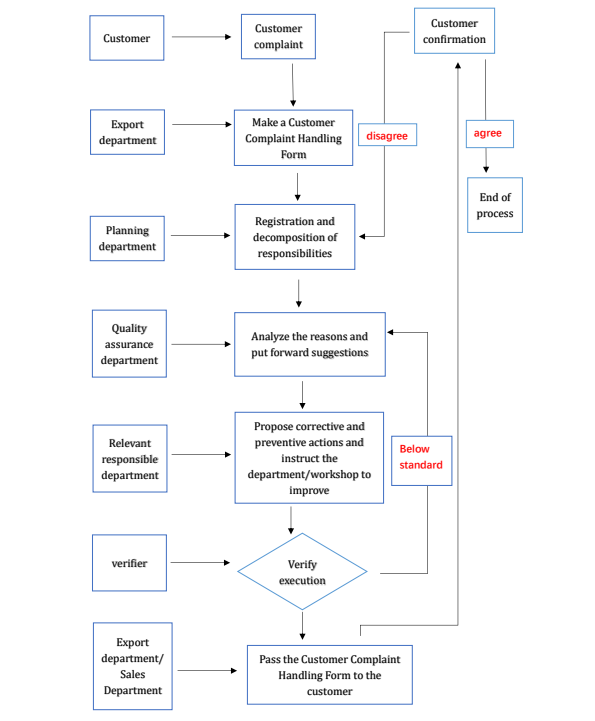
Müşteri Şikayet Süreci:
Satış elemanı şikayeti kaydeder, satış müdürü tarafından incelenir ve onay için planlama departmanına iletilir. Kalite güvence departmanı bunun nedenini analiz eder ve düzeltici eylemler önerir. İlgili departman düzeltici faaliyetleri uygular ve sonuçlar doğrulanarak müşteriye iletilir.
Müşteri İade Süreci:
Gönderinin iade miktarı ≤0,3% ise teslimat personeli ürünleri iade eder ve satış elemanı, satış müdürü tarafından onaylanan ve kalite güvence departmanı tarafından analiz edilen iade işleme formunu doldurur. İade miktarı sevkiyatın 0,3%'den fazla ise veya stoklanmaya neden olan sipariş iptali nedeniyle toplu iade onay formu doldurularak genel müdür tarafından onaylanır.